Use of Nebulizing Humidifier in Soap Factories
Category: Humidifiers
Tags: Control of humidity and temperature, humidification, humidification system, humidifier, humidity, Industrial humidifiers, Nebulizers, Nebulizing Humidifier
Soap factories, whether artisanal or industrial, involve processes in which the relative humidity of the environment directly impacts the final product’s quality, production efficiency, and preservation of raw materials. The use of humidifiers becomes a strategic tool to maintain controlled, clean, and efficient environmental condition.
Why is humidity important in soap manufacturing?
Soap production involves critical stages such as mixing ingredients, curing, molding, drying, and packaging. All of these can be negatively affected if ambient humidity is not kept within ideal ranges. Conditions that are too dry, for instance, can cause:
- Premature dehydration of the soap mass
- Cracks or fissures during curing
- Changes in texture and consistency
- Loss of fragrances or essential oils
- Generation of static electricity in packaging areas
- Contamination due to airborne dust
On the other hand, maintaining a relative humidity between 45% and 65%, depending on the type of soap (solid, liquid, glycerin, etc.), helps preserve the chemical stability, aesthetic appearance, and functionality of the final product.
Applications of the nebulizing humidifier in a soap factory
-
Mixing and formulation area
- Controlled humidity prevents the premature evaporation of water or solvents.
- Helps oils, essences, and additives maintain their balance.
- Reduces dust from dry ingredients such as sodium carbonate or clays.
-
Curing zone (controlled drying)
- For cold-processed or traditional soap, curing takes 2 to 6 weeks.
- A dry environment accelerates the process excessively, leading to cracks or weight loss.
- Constant humidity allows gradual drying, resulting in better compactness and shelf life.
-
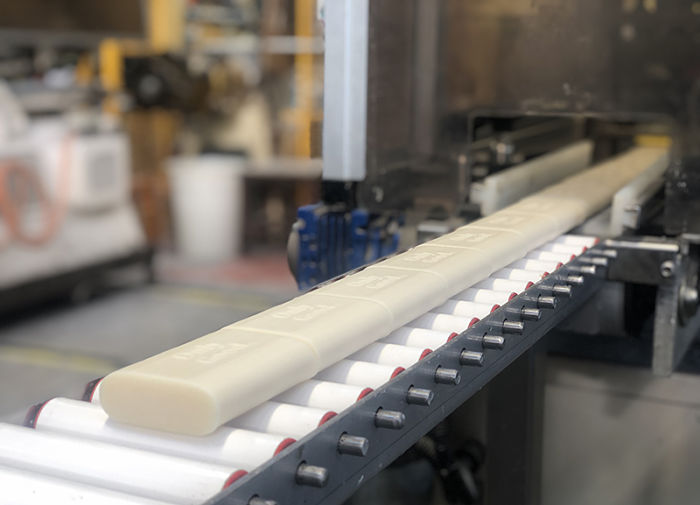
Molding and cutting area
- Soap mass remains more flexible and workable under good humidity conditions.
- Prevents warping, cracking, or breaking during cutting.
-
Labeling and packaging area
- Controlling humidity prevents static electricity buildup.
- Reduces label, adhesive, or wrapper detachment.
- Avoids weight loss due to evaporation during immediate storage.
-
Raw material and finished product storage
- Mist helps preserve essential oils, glycerin, herbs, and organic compounds.
- Protects ingredients sensitive to heat or dry air.
Benefits of using nebulizing humidifiers in soap factories
- Precise humidity control in each plant zone
- Reduction of waste and rework due to cracks, deformities, or weight loss
- Preservation of aromatic and cosmetic properties of the soap
- Prevention of dust, improving hygiene in critical areas
- Comfortable environment for workers, reducing nasal or skin dryness
- Lower energy consumption compared to traditional HVAC systems
- Modular and automated system that adapts to different areas without altering existing infrastructure
Soap making is a blend of art, chemistry, and industrial precision. From the most artisanal processes to large-scale automated lines, the environment where soap is produced is just as important as the ingredients used. One of the most critical and often underestimated environmental factors is relative humidity.
In this context, nebulizing humidifiers are a highly valuable technological tool, as they allow the creation of ideal microclimates in specific plant areas. Their dry fog operation, with high efficiency and low energy consumption, improves processes without affecting the integrity of products, materials, or machinery.
Proper humidity control brings immediate and long-term benefits:
- Maintains soap quality and presentation, avoiding deformations, cracking, or weight loss due to dehydration
- Reduces waste and optimizes batch yield
- Improves working conditions by reducing dust, dryness, and excessive heat in production zones
- Protects sensitive raw materials and extends the shelf life of finished products during pre-shipment storage
Moreover, in times when consumers increasingly value well-crafted products with natural finishes, clean formulas, and long-lasting scents, a well-applied humidification system becomes a competitive advantage and a key quality control tool.
Incorporating nebulizing humidifiers in soap plants is not only an investment in environmental technology but also in productive excellence, brand reputation, and operational sustainability. It is a clear step toward cleaner, more efficient processes aligned with the demands of today’s market.


{kind=link}