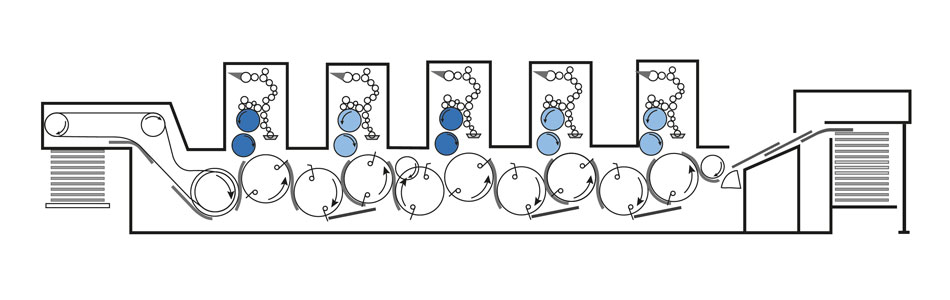
Humidity control in printing shops and paper conservation with the help of humidifiers
Category: Humidifiers

Hysteresis phenomenon and its impact on paper
Environmental factors have always been of absolute relevance in the handling of paper, both in its production or storage. Whether around this product as well as cardboard and the like, there must be adequate humidity and temperature, with good ventilation and even lighting. Taking care
of this, is essential so as not to conceive losses of money or investment, which could seriously affect the business.
Relative humidity is the phenomenon that includes the weight of water vapor, which exists according to the volume of the air, where temperature also plays an important role; the amount of atmospheric saturation is measured in terms of percentage, so the inclusion of humidity graphs in paper and cardboard workshops should be preponderant.
Paper interacts in a very peculiar way with humidity, and it is precisely cellulose that is capable of accumulating a certain amount of water; In this sense, it is essential to know in depth the hygroscopic behavior of paper, in order to be able to accurately determine the processes of drying or adding moisture, depending on the conditions of the production line or warehouse.
On the other hand, hysteresis is the result that is seen in the humidity that exists in the paper, at the moment of discerning its balance with the saturation of the environment. In order to balance these factors, you have to look at two very important points:

– Hygroscopic characteristics and other properties that are in the fibers of the paper, after their chemical and physical characteristics have been treated.
– For there to be hysteresis, it is necessary to resort to the history of the behavior of fibers, depending on the cycles of loss and absorption of water.
It is essential that in the production or storage phase of the paper, we are aware of the behavior of its cellulose, and that it does not lose or gain humidity constantly, because that will cause it to swell or deflate continuously, to such a degree that the product loses its properties, reducing its quality. It is essential that we have a place with humidifiers or desiccants, to control the surrounding hygroscopy.
If the customer notices that the paper has its fibers in poor condition, to the point that the product curls, twists, or weakens at the slightest contact, be sure that these goods will be returned, generating significant losses of money.
Great care must be taken of the negative and fluctuating influence of climatic factors in these cases. When the paper reaches an equilibrium of humidity, it will not necessarily be the same if it is subtracted through minimal water, as if it were subtracted from the higher water content, to the atmospheric saturation of the environment.
Optimal conditions for humidity and temperature control in paper production and storage
For this, it is best to have humidifiers, desiccants and good ventilation in the work and handling areas of this product. Therefore, it is best if the relative humidity inside the workshop is between 35% and 50%. If we make sure of these ranges, it would be assumed that the alterations in the

paper will be minimal or even null, always looking for this product to have an atmospheric saturation of 3%, with respect to the aforementioned relative humidity ranges.
Temperature is just as essential, so the paper must be measured with a special thermometer. If the temperature of this is more than 3°C compared to the workshop, then it will have to be stored in the printing area at least 24 hours before it is printed, so that its thermal condition is balanced with the environment.
If low humidity is perceived in the workshop and warehouse, then the humidifier must be put into operation; if the atmospheric saturation is high, then the desiccant is the one that will have to come into operation. Everything is a question of balance.


{kind=link}